
News
News Articles Index
Displaying 1 - 12 of 100
Thumbnail

Thumbnail

Thumbnail
Thumbnail

Thumbnail

24 February 2026
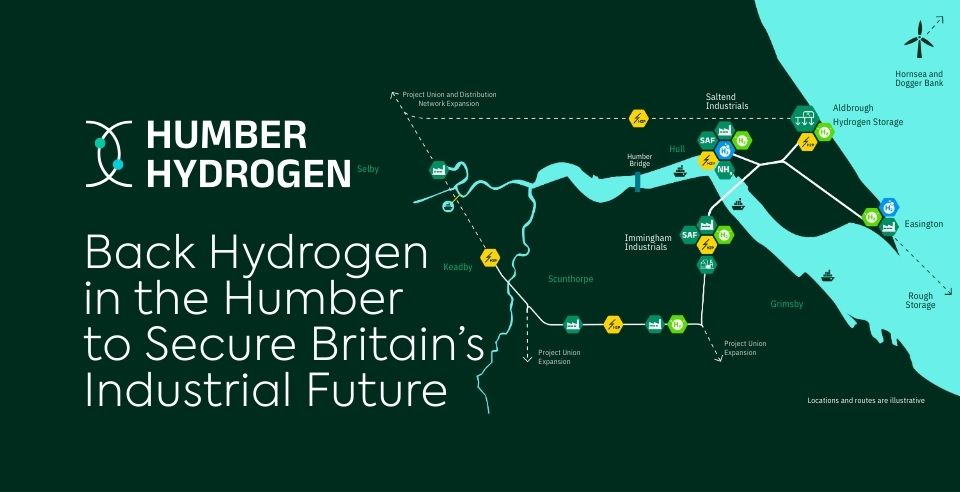
National Gas joins bid to create Britain’s first hydrogen network in the Humber
Find out moreThumbnail

23 February 2026
National Gas publishes response to the Government’s Gas System in Transition: Security of Supply consultation
Find out moreThumbnail

Thumbnail

11 February 2026
National Gas apprentices join parliamentary roundtable on the future of skills
Find out moreThumbnail

Thumbnail

Thumbnail

Thumbnail
